
V praxi se ke značení skla stále velmi často používá metoda pískování. Tomu předchází poměrně zdlouhavý proces vyříznutí šablony, například na plotteru a její přilepení na značený produkt. Následuje vložení produktu do pískovacího stroje a poté proces samotného pískování, kdy se ze speciální pistole na produkt stříkají malá zrnka písku. Odsud název pískování. Zrnka reagují pouze s tvrdým povrchem – sklem, takže co je zakryto šablonou, zůstane nepoškozeno a pouze to, kde je šablona vyříznuta, je tímto procesem zmatněno (odgravírováno). Po pískování je nutné šablonu z produktu sundat a produkt často také umýt. Další metodou je značení skla laserem.
Značení skla laserem
Proces značení skla laserem je oproti tomu znatelně jednodušší. Nabízí mnohonásobně nižší pracnost a vyšší variabilitu. Pro značení skla se používají nejčastěji následující dva typy laserů.
CO2 laser
Jedná se o jednodušší variantu laseru o vlnové délce nejčastěji 10 600 nm. Výkonově jde o zařízení od 10 – 250 W. Tyto lasery se nejčastěji používají na tzv. marking aplikace, tedy značení produktu např. datem spotřeby, šarže apod.
Laser způsobí lehké narušení skla na povrchu, který má tendenci částečně ,,popraskat“, což je nežádoucí u aplikací, kde se značí například loga na produkt. Parametry laseru se dají optimalizovat a také se dá použít specifický typ fontu složeného z jednotlivých teček. Značení pak nevypadá tak ,,rušivě,“ nicméně při spojitém fontu k lehkému ,,vypraskání“ v oblasti značení vždy dojde. V případě značení skla určenému pro gastro provozy může docházet k ulpívání nečistot v místě značení, protože sklo je v tomto místě narušené. Tyto CO2 lasery se také používají v drtivé většině pro značení na plochu, případně na lehký rádius, jehož převýšení v ploše nepřesahuje více jak 5 mm.
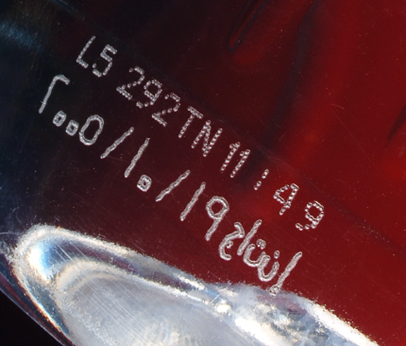
Značení optimalizovaným fontem vs. spojité značení způsobující vypraskání skla v místě značení
UV laser
Jedná se o složitější a také dražší variantu laseru. Oproti CO2 laseru fungují tyto zařízení na vlnové délce 355 nm a díky tomu reagují se sklem naprosto odlišným způsobem. Spot, neboli paprsek laseru má v místě značení velice úzký průměr a musí tak být velmi přesně zaostřen. Tyto lasery dosahují o řád nižších výkonů než CO2 lasery, typicky kolem 5 W. Nejsou však výjimkou ani výkonnější systémy 15 W a více, které jsou chlazeny vodou. Obrovskou výhodou je variabilita značení. UV lasery umí psát jak na povrch skla, tak i do jeho středu. Tím nedojde k žádnému povrchovému poškození materiálu. Tohoto se využívá právě zejména pro specifické účely pro sklo určené do gastro provozů, případně pro skla, kde není žádoucí narušení povrchu (automotive, farmacie, šperky apod.). Kvalita značení je srovnatelná či vyšší s pískováním, avšak bez nutnosti tvorby pískovacích šablon se snadnou a rychlou změnou značené zprávy nebo loga na produkt.

3D laser
Pro značení produktů, které nejsou rovnoběžné s čočkou laseru, je nutné použití specifického 3D laseru. Lasery totiž umí standardně značit produkty pouze v ose X a Y. Pro značení v další ose, např. ose Z, případně pro potřeby rotování s produktem, je zapotřebí buď externích os nebo tzv. 3D laserovací hlava. Díky použití speciální hlavy a zadání souřadnic produktu do SW laseru je tak možné značit různě zaoblené a tvarově složité produkty bez nutnosti s nimi manipulovat. Toho lze využít například pro značení větších log, či obrázků. Příklad takového značení je na fotce níže.

Zaujalo Vás značení laserem, nebo byste chtěli vidět, jak takové značení vypadá v praxi? Neváhejte nás kontaktovat.